Опис
Прес-фітинги SEMPITER застосовуються в системах:
- Водопостачання
- Опалення
- Охолодження
| Артикул |
Розмір |
Код |
|
| 403 |
16х2 - 16х2 |
81403GH06 |
50 |
| 403 |
20х2 - 20х2 |
81403BQ06 |
40 |
| 403 |
26х3 - 26х3 |
81403GP06 |
20 |
| 403 |
32х3 - 32х3 |
81403GQ06 |
10 |
| 403 |
40х3,5 - 40х3,5 |
81403GS06 |
1 |
| 403 |
50х4 - 50х4 |
81403GT06 |
1 |
Функція
Функція
Прес-фітинги Sempiter для металопластикової труби спроектовані для застосування в системах водопостачання, опалення та охолодження.
Серія Sempiter відрізняється від аналогічної продукції, що зустрічається на ринку, тим, що при її створенні враховувалися рекомендації з охорони здоров'я людей.
Ми ретельно підбирали матеріали для виробництва прес-фітингів, і уважно поставилися до фінішної обробки фітингів, створивши спеціальне покриття, якестворює надійний бар'єр від вимивання в питну воду потенційно небезпечних складових латуні. Прес-фітинги Sempiter створені з матеріалу, який відповідає найсуворішим нормам, що стосуються контакту з людиною.
Прес-фітинги Sempiter дуже прості, і зручні в монтажі, і спільно з металопластиковою трубою створюють надійну, швидку і недорогу систему.
Система
Прес-фітинги Sempiter були створені для монтажу з радіальним пресуванням. Даний тип з'єднання має успіх завдяки своїм надзвичайній легкості та швидкості монтажу в сукупності з чудовою герметичністю в умовах високого тиску та температури.
Окремий прес на кожен діаметр металопластикової труби стискає гільзу з нержавіючої сталі, яка надійно фіксує трубу на фітингу.
Механічне з'єднання забезпечує спеціальний профіль фітинга і гільзи з нержавіючої сталі, які були розроблені спеціально для того, щоб пресування відбувалася трьома різними профілями.
Гідравлічне з'єднання забезпечують дві кільцеві прокладки прес-фітинга, і після запресовування, забезпечують між трубою і фитингом надійне з'єднання, що характеризується максимальною стабільністю, що робить прес-фітинг Sempiter рекомендованим для встановлення в цементному стягуванні.
Технічні характеристики
Технічні характеристики
| Профіль обжимних вставок |
TH - H - U |
| Теплоносій |
Вода, розчин гліколю |
| Макс. відсоток гліколю |
50% |
| Макс. температура |
95°C |
| Макс. робочий тиск |
10 bar |
| Тиск для попередньої перевірки протікання, макс. |
3 bar |
| МАТЕРІАЛ |
| Корпус |
Латунь CW617N - UNI EN 12165
З ОБРОБКОЮ Т.E.A. |
| Гільза |
Нержавіюча сталь - AISI 304
ОБРОБКА СОЛЮБІЛІЗАЦІЄЮ |
| Кільце |
Нейлон 6 – Золотий колір |
| Прокладка |
Пероксидний каучук EPDM |
Конструктивні деталі
Корпус
Всі корпуси прес-фітингів Sempiter оброблені спеціальним покриттям за методом Т.Е.А. Для уточнення технічних деталей цього покриття ознайомтеся з наступним параграфом.
Гільза
Гільзи виконані з нержавіючої сталі і піддані процесу солюбілізації, завдяки якому гільза захищена від агресії луги в цементі та ангідридів, що містяться в штукатурці. На кожній гільзі вигравіруваний діаметр труби, для якої призначений фітинг. Гільза кріпиться до корпусу фітинга спеціальним кільцем.
Кільце
Кільця зроблені з нейлону, і вони виконують чотири головні функції:
- З'єднують фітинг з гільзою.
- Дозволяють переконатися в тому, що труба була правильно вставлена в фітинг до початку робіт з пресування. Труба повинна бути вставлена в фітинг до упору, і її край, має бути видно у віконці кільця.
- Під час запресовування тримають коректне положення прес-інструменту, створюють діелектричний шар між алюмінієвим шаром металопластикової труби та латунним корпусом фітингу, що захищає від виникнення корозії.
Прокладки
Кільцеві прокладки виконані з пероксидного каучуку EPDM. Даний матеріал сертифікований для застосування з питною водою та встановлюється на фітинги без застосування жирів для змащення. Кільцеві прокладки, які ми застосовуємо у виробництві прес-фітингів, відповідають правилу «нуль дефектів». Дане правило застосовується в автомобілебудуванні. Фінальний контроль на наявність встановлених прокладок на фітингу здійснюється на стовідсотковій кількості вироблених фітингів. Завдяки тонкій механічній обробці серія Sempiter передбачає виявлення протікання на стадії пуску-наладки системи, ще до заливки стяжки, так як ФІТИНГ протікає, ЯКЩО НЕ запресувати. Це необхідно для того, щоб захистити клієнта від можливих протікань під час експлуатації системи, в разі якщо під час монтажу фітингів, через неуважність не запресований один або кілька фітингів, через що можуть виникнути ситуації, що вимагають додаткового часу на демонтаж і фінансових витрат на ремонт.
Габаритні розміри
Габаритні розміри
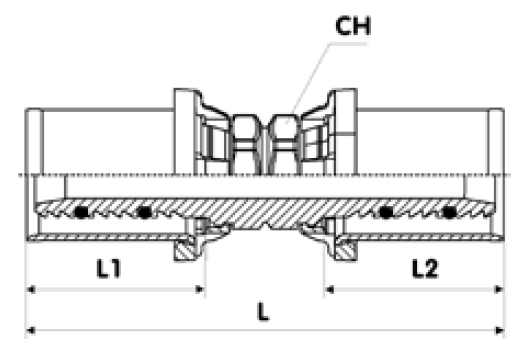 |
| КОД |
РОЗМІР ТРУБИ |
L |
L1 |
L2 |
CH |
| 81400GH06 |
16x2 |
16x2 |
66 |
25 |
25 |
15 |
| 81400GJ06 |
18X2 |
18X2 |
67 |
24 |
24 |
20 |
| 81400BQ06 |
20x2 |
20x2 |
67 |
25 |
25 |
20 |
| 81400GO06 |
25X2,5 |
25X2,5 |
70 |
25 |
25 |
23 |
| 81400GP06 |
26x3 |
26x3 |
70 |
25 |
25 |
23 |
| 81400GQ06 |
32x3 |
32x3 |
68 |
25 |
25 |
29 |
| 81400GS06 |
40x3,5 |
40x3,5 |
88 |
36 |
36 |
NO |
| 81400GT06 |
50x4 |
50x4 |
89 |
38 |
38 |
NO |
| 81400GJGH06 |
18X2 |
16X2 |
67 |
24 |
25 |
20 |
| 81400BQGH06 |
20x2 |
16x2 |
67 |
25 |
25 |
20 |
| 81400BQGJ06 |
20X2 |
18X2 |
67 |
25 |
24 |
23 |
| 81400GOGH06 |
25x2,5 |
16x2 |
68 |
25 |
25 |
23 |
| 81400GOBQ06 |
25x2,5 |
20x2 |
68 |
25 |
25 |
23 |
| 81400GPGH06 |
26x3 |
16x2 |
68 |
25 |
25 |
23 |
| 81400GPBQ06 |
26x3 |
18x2 |
68 |
26 |
24 |
23 |
| 81400GPGJ06 |
26x3 |
20x2 |
68 |
25 |
25 |
23 |
| 81400GQGH06 |
32x3 |
16x2 |
67 |
25 |
25 |
29 |
| 81400GQBQ06 |
32x3 |
20x2 |
67 |
25 |
25 |
29 |
| 81400GQGO06 |
32x3 |
25x2,5 |
69 |
25 |
25 |
29 |
| 81400GQGP06 |
32x3 |
26x3 |
69 |
25 |
25 |
29 |
Монтаж та схеми установки
Монтаж та схеми установки
Для того щоб запресувати прес-фітинг Sempiter можна застосовувати електричний або ручний прес-інструмент зі вставками з профілем TH - H - U. Для коректної запрессовки переконайтеся в тому, що електричний прес-інструмент знаходиться в робочому стані, і відповідає всім специфікаціям виробника.
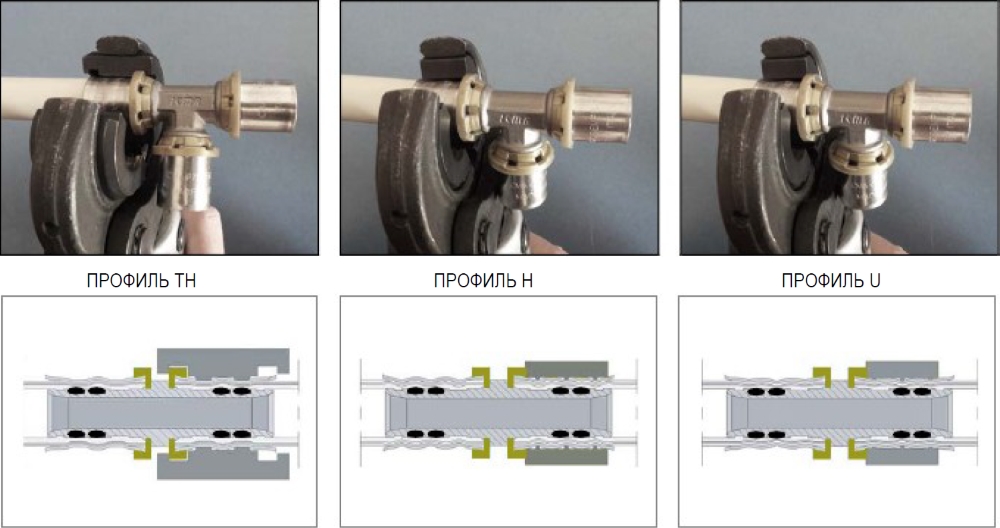
На фотографіях вище, представлені фітинги в розрізі, запресовані трьома різними вставками. Можна ясно побачити відмінність в тому, на якій відстані від кільця, розташовані обтискні вставки на гільзі.
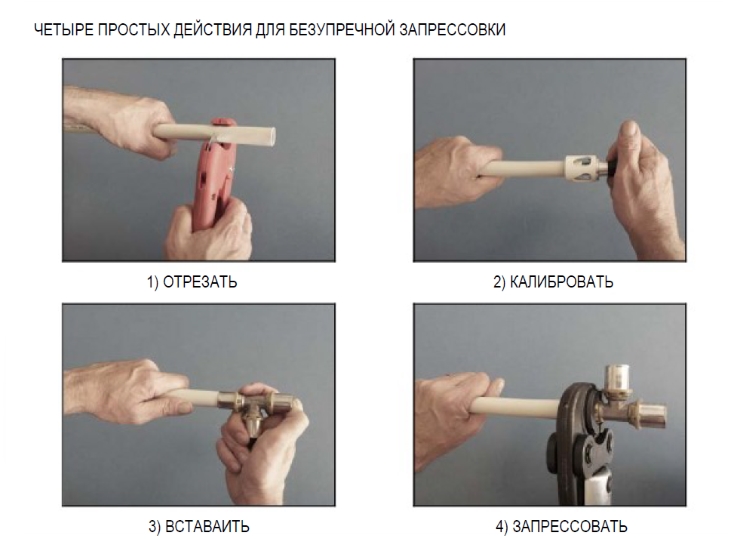
Опис процесу запресування
- ВІДРІЗАТИ. Відрізати трубу за допомогою спеціальних ножиць. Для забезпечення коректної запрессовки відріз повинен бути перпендикулярний осі труби.
- КАЛІБРОВКА. Відкалібрувати, і очистити від задирок трубу за допомогою спеціального інструменту. Це важливо зробити, щоб підготувати труби для установки фітинга. Калібрування необхідне для розгладження труби, у випадку якщо вона була деформована, хоча б злегка, під час обрізки. Позбавлення від задирок полегшує монтаж фітинга, і вберігає кільцеві прокладки від псування.
- ВСТАВИТИ. Вставити трубу в фітинг до упору. Труба вставлена правильно, якщо її закінчення видно у віконці пластикового кільця.
- ЗАПРЕСУВАТИ. Для запресовування фітингів Sempiter можна застосовувати вставки з профілем TH - H - U. Встановіть вставки прес інструменту на край фітинга як показано на фото зверху. Вставки з профілем ТН встановлюються таким чином, щоб пластикове кільце увійшло в спеціальну щілину на самому профілі. Вставки типу Н і U встановлюються на сталевій гільзі з відступом від краю пластикового кільця. До початоку роботи з пресування, необхідно переконатися в коректному положенні труби через спеціальне віконце в пластиковому кільці. Коректна установка фітинга гарантована, тільки якщо кліщі повністю закрилися. До і після запресування переконайтеся в правильному положенні труби всередині фітинга через спеціальні отвори в пластиковому кільці фітинга. У разі помилки, необхідно відрізати трубу і повторити запресування із застосуванням нового фітингу.
ЯКЩО НЕ ЗАПРЕСОВАНИЙ - ПРОТІКАЄ.
Серія Sempiter передбачає, що фітинг буде протікати, якщо не запресований. Це необхідно, щоб захистити клієнта від можливих протікань під час експлуатації системи, в разі якщо під час монтажу фітингів, через неуважність не запресований один або кілька фітингів, через що можуть виникнути ситуації, що вимагають додаткового часу на демонтаж і фінансових витрат на ремонт. Рекомендується до заливки стяжки або включення всієї системи або навіть одиничного контуру провести попередній пуск системи в роботу для виявлення не запресованих фітингів і можливих протікань. Для цього необхідно наповнити систему водою і почати нагнітати низький тиск. В даному випадку ми радимо не перевищувати 3 бар.
ОБРОБКА Т.Е.А.
100% фітингів Sempiter оброблені за методом Т.Е.А. Даний вид обробки створює на поверхні корпусу однорідну захисну оболонку, як всередині, так і зовні фітинга.
На зовнішній поверхні корпусу, покриття додає фітингам високі характеристики жорсткості, і робить фітинг стійким до цементних присадок і, тому особливо рекомендовані для установки в цементному стягуванні. На внутрішній поверхні фітинга обробка ТЕА надає стінкам фітингу високу гладкість, що знижує втрати навантаження, і перешкоджає відкладенню вапняного нальоту.
Обробка ТЕА робить фітинги повністю нетоксичними.
В латуні, яка зазвичай застосовується для виробництва фітингів, присутні, хоч і в малій кількості, свинець, цинк, миш'як - шкідливі елементи для людського здоров'я.
Обробка ТЕА перешкоджає тому, щоб ці елементи вимивалися водою з латуні під час експлуатації фітинга, що особливо важливо, якщо прес-фітинг встановлений в системі розподілу питної води. Обробка ТЕА - це довічна гарантія якості, оскільки випробування на старіння проведені в спеціальній лабораторії підтвердили, що шар покриття ТЕА не злущується і не псується з часом. Фітинги, оброблені методом ТЕА, відповідають всім вимогам міжнародних норм NSF61, а також рекомендованим параметрам O.M.S.
Попередній пуск в роботу
Як тільки закінчені всі роботи з монтажу труби і прес фітингів, необхідно провести фінальну перевірку системи до заливки стяжки, як наказують будівельні нормативи. Що стосується Італії, діючі норми на момент створення справжнього технічного паспорту наступні:
| UNI 5364:1976 |
Системи опалення. Правила кошторисів і приймання. Пункт 3.1.8 - вимога перевищити нормальний тиск на 10 кг/см² і тримати його 6 годин поспіль. |
| UNI 9182:2014 |
Гаряче і холодне водопостачання. Проектування, монтаж і приймання. Пункт 26.2.1 – герметичність холодного водопостачання, п. 26.2.2 герметичність гарячого водопостачання.
Також див. норму UNI EN 806-4. |
| UNI EN 806-4:2010 |
Пояснення до розділу «Системи водопостачання в житлових приміщеннях». |
| UNI EN 1264-4:2009 |
Монтаж системи «Тепла підлога» з функцією охолодження. |
Для отримання деталей ознайомтеся з вищенаведеними нормами у відповідних довідниках. Для закордонних споживачів рекомендуємо дотримуватися місцевих стандартів монтажу.
Відповідність
Повна відповідність усим європейським нормам стосуються сполук водопроводу і труб, а саме:
| UNI EN 712 |
Тест на зняття |
| UNI EN 713 |
Тест на герметичність при згинанні |
| UNI EN 1254-3 |
Фітинги для металопластикових труб |
| UNI EN 12293 |
Тест на теплові цикли |
| UNI EN 12294 |
Вакуумний тест |
| UNI EN 12295 |
Тест на цикли тиску |
Відео














